 Fraunhofer-Institut für Großstrukturen in der Produktionstechnik IGP
Fraunhofer-Institut für Großstrukturen in der Produktionstechnik IGPDas Walzrunden ist ein Fertigungsprozess zum Rundbiegen von Blechen und wird bei der Herstellung von Rohr- und Schalenelementen verwendet. Bei der industriellen Verarbeitung von Grobblechen kleiner Losgrößen wird das Verfahren derzeit rein manuell gesteuert. Dies hat zur Folge, dass die Effizienz und Wirtschaftlichkeit des Prozesses maßgeblich von der Erfahrung des Anlagenbedieners abhängt. Um das Walzrunden zu optimieren, wird daher innerhalb des Forschungsprojekts ein objektiver echtzeitfähiger Steuerungsansatz basierend auf einem vereinfachten Ersatzmodell entwickelt. Durch den Einsatz des Ersatzmodells wir die Steuerung des Prozesses besonders für KMU nachhaltig verbessert.

Lösungskonzept
Das Lösungskonzept basiert auf einer numerischen Sensitivitätsanalyse des Umformprozesses mithilfe der Finite-Elemente-Methode (FEM), aus der ein vereinfachtes Ersatzmodell abgeleitet werden kann. Um die Prognose des Ersatzmodells zum Umformverhalten eines Blechs verifizieren zu können, werden experimentelle Versuche an bestehenden Umformanlagen durchgeführt.
Numerische Untersuchung
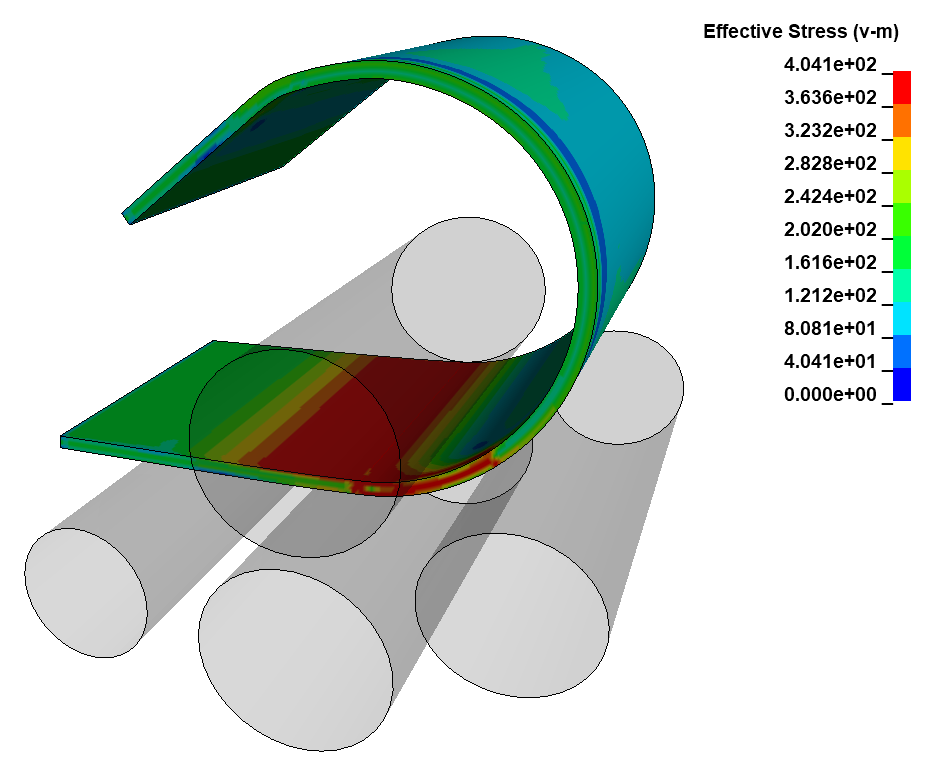
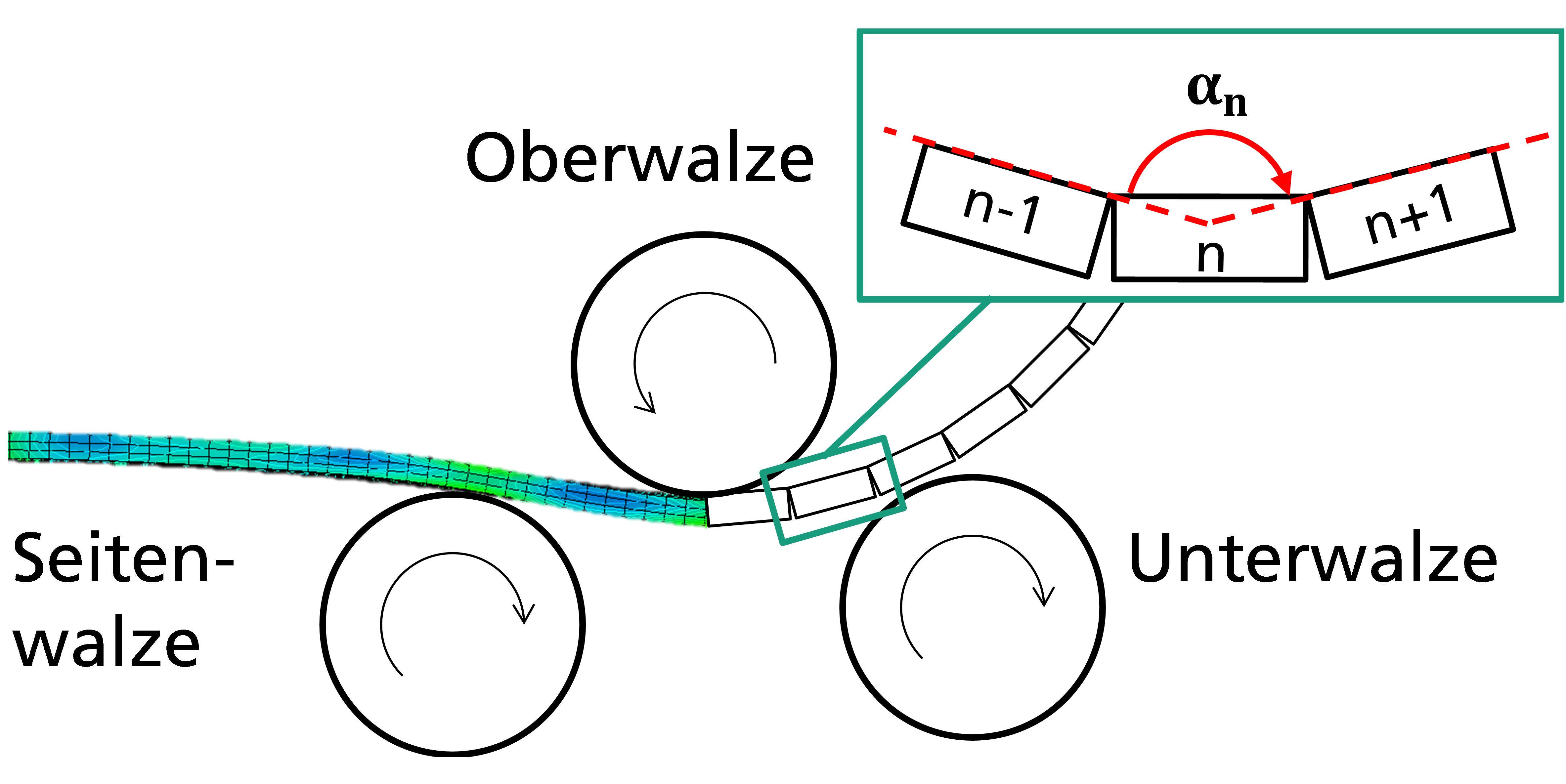
Für die Entwicklung eines vereinfachten Modells ist ein detailliertes Prozessverständnis zum Walzrunden erforderlich. Hierfür wird mithilfe der FEM eine Sensitivitätsanalyse durchgeführt. Die Sensitivitätsanalyse umfasst mehrere Simulationen, bei denen die Einflussparameter des Umformverhaltens nach einem statistischen Versuchsplan variiert werden. Als Ergebnis wird die qualitative und quantitative Abhängigkeit des Umformergebnisses von den einzelnen Parametern erhalten und vernachlässigbare Einflussgrößen werden identifiziert. Aus den erhaltenen Ergebnissen wird ein vereinfachtes analytisches Modell abgeleitet, welches das rechenaufwändige FE-Modell ersetzt und für eine echtzeitfähige Steuerung verwendet werden kann.
Experimentelle Untersuchung
Die experimentelle Untersuchung umfasst zunächst eine Charakterisierung von praxisrelevanten Blechwerkstoffen. Insbesondere die im Material vorliegenden Eigenspannungen sind dabei von Interesse, da diese sich maßgeblich auf das Umformverhalten eines Blechs auswirken.
Im Weiteren Projektverlauf werden experimentelle Versuche an bestehenden Umformanlagen durchgeführt, um das durch das Ersatzmodell prognostizierte Umformverhalten eines Blechs mit experimentellen Daten vergleichen zu können. Hierfür wird eine messtechnische Prozessüberwachung entwickelt, womit der resultierende Biegeradius in Echtzeit ermittelt werden kann.
Prozesssteuerung
Eine besondere Herausforderung bei der Prognose des Umformverhaltens eines Blechs ist die Berücksichtigung von werkstofflicher Inhomogenität, wie etwa einer örtlich verschiedenen Festigkeit, sowie des Einflusses der elastischen Rückfederung. Um dies zu realisieren, werden die Messungen des Biegeradius durch die Prozessüberwachung über eine Schnittstelle an das Ersatzmodell geleitet, wodurch die Umformprognose und Zustellgrößen der Umformanlage nachgeregelt werden können.